p由于大规格泡沫铝制造难度大,所以目前国内泡沫铝产品制造普遍规格较小,典型产品规格为600×1200mm,且产品质量不高。即使有个别企业有能力制造800×2400mm的大规格泡沫铝产品,但是质量较低,机械强度只有2MPa左右,吸能、隔声性能也较低。另外,泡沫铝块体切割的边角料和废料不能有效回收,浪费原材料;单位泡沫铝制造消耗的能源也较多。
小规格泡沫铝无法满足很多工程应用,而低性能泡沫铝也无法满足抗弹、防爆等场景的高端应用。
大规格泡沫铝制造技术
技术背景
p由于大规格泡沫铝制造难度大,所以目前国内泡沫铝产品制造普遍规格较小,典型产品规格为600×1200mm,且产品质量不高。即使有个别企业有能力制造800×2400mm的大规格泡沫铝产品,但是质量较低,机械强度只有2MPa左右,吸能、隔声性能也较低。另外,泡沫铝块体切割的边角料和废料不能有效回收,浪费原材料;单位泡沫铝制造消耗的能源也较多。
小规格泡沫铝无法满足很多工程应用,而低性能泡沫铝也无法满足抗弹、防爆等场景的高端应用。
技术介绍
本公司发明一种制造大规格高质量泡沫铝工艺技术,主要工艺过程包括铝熔化、在搅拌熔体中加入返回料、在定量铝熔体中添加增粘剂和发泡剂并特殊强力搅拌、铝熔体注入模具中发泡(模具循环加热)、铝发泡体喷淋冷却快速凝固、脱模成泡沫铝块体(图1)。制造的泡沫铝块体规格达到800×2000mm,或400×2000mm。泡沫铝压缩强度达到5Mpa以上,吸能量为8000~15000KJ/m3。

图1. 工艺设备流程
本技术的特点如下:
1.在铝熔体中加入返回料,由于破碎的泡沫铝返回料密度很小,浮在铝熔体表面氧化,采用搅拌状态下加入措施,既有水平旋转搅拌又存在上下翻滚搅拌模式(图2),使加入的返回料迅速翻入铝熔体中熔化,避免发生氧化。
2.在定量铝熔体中添加增粘剂和发泡剂,并进行搅拌。同样,既有水平旋转搅拌又存在上下翻滚搅拌,使加入的发泡剂迅速翻入铝熔体中。通过强力搅拌,提高铝熔体对发泡剂颗粒表面的湿润性,使铝熔体将发泡剂颗粒完全包裹起来,泡沫铝块体的结点便都是铝,不存在发泡剂颗粒,提高泡沫铝的机械性能。
3.铝熔体注入预热的模具中,转移入发泡炉中延迟发泡。
4.从模具底部和侧部喷淋凉水冷却凝固,900mm宽模具冷却半径是450mm,500mm宽模具冷却半径是250mm,冷却半径小有利于泡沫铝快速凝固。
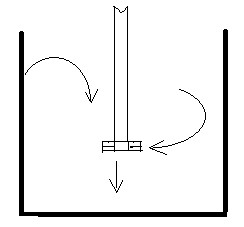
图2. 搅拌模式